Kompositte materialer - basale egenskaber
I denne oversigtsartikel ser vi på udviklingen af kompositter som fyldningsmaterialer. Vi diskuterer sammensætningen af resinen/matrixen og ser på, hvilke nye monomerer der er blevet introduceret. Vi kommenterer også udviklingen af fillers. Enkelte specielle materialetyper bliver kort omtalt. Bulk-fill materialer omtales og viser sig ikke væsentlig forskellige fra traditionelle kompositter med hensyn til sammensætning.
Hærdningen af materialerne er vigtig for optimale egenskaber, og vi kommer med råd og tips om, hvilke faktorer der kan påvirke hærdningen, samt ser på nogle af de effekter, som en dårlig hærdning kan medføre. En tilstrækkelig lang hærdetid uden brug af en for stærk hærdelampe synes at være et godt valg.
Materialernes egenskaber bliver kort omtalt i lyset af sammensætning og hærdning. Vi diskuterer især lækage af monomer fra materialerne, mens mulige biologiske effekter af lækagen vil blive omtalt i en anden artikel i dette tema om dentalmaterialer. Materialernes mekaniske egenskaber bliver kort omtalt.
Sammenfattende synes der at være sket en stadig, om end til tider langsom, udvikling af materialerne siden introduktionen i 1960'erne. Igennem tiden har fokus for udviklingen varieret, fx nye monomerer for forbedret håndtering og lavere kontraktion, nye typer og nye størrelser fillers for bedre mekaniske egenskaber og polerbarhed, alternative materialer og sammensætninger for bedre biokompatibilitet. Den nyeste forskning synes at centrere sig om udviklingen af selvadhærerende kompositter og kompositter med terapeutiske virkninger.
Hovedpunkter | |
|---|---|
· |
Der sker en gradvis udvikling af kompositters sammensætning med det formål at forbedre materialernes egenskaber - og dermed de fremstillede kompositfyldningers holdbarhed - eller at forenkle materialernes anvendelse. |
· |
Hyppige skift af materiale er uhensigtsmæssige, da et skift indebærer en vis indkøringsperiode for hele tandplejeteamet. Til gengæld må tandlægen holde sig ajour for at vide, hvornår der er sket en så stor forbedring, at et materialeskift er indiceret. |
Kompositmaterialer dominerer som direkte fyldningsmateriale og har gjort det i en årrække. Materialerne er dog ikke helt de samme som ved introduktionen af disse polymerbaserede materialer. Der er sket en udvikling i sammensætningen, og dermed også i egenskaberne. Desuden er der sket en udvikling i hærdning af materialerne siden introduktionen af LED-hærdelamper omkring årtusindskiftet. Teknologiudviklingen har endvidere medført, at der i de senere år er fremkommet meget kraftige lamper, som udfordrer hærdeprocesserne. I denne artikel vil vi se på relevante momenter i udviklingen af kompositmaterialer samt diskutere hærdningen i relation til moderne udstyr og teknikker.
Polymerbaserede fyldningsmaterialer kom på markedet allerede i 1960'erne efter Bowens udviklingsarbejde (1), men materialerne fik ikke det store gennembrud før i 1980/90'erne, da de for alvor begyndte at erstatte amalgam. Teknikken med minimalt invasivt indgreb skabte et behov for materialer, som kunne lægges i mindre kaviteter og som har de nødvendige materialeegenskaber. Dette førte til udvikling af egenskaber ved både kompositter og adhæsiver, som etterfølgende har sikret kompositfyldningerne kliniske succes.
Sammensætning
De vigtigste polymerbaserede fyldningsmaterialer er kompositter, som pr. definition er materialer bestående af (mindst) to forskellige faser, som udgør en fælles enhed med forbedrede egenskaber. For dentale kompositter er de to faser den organiske matrix (monomer/polymer), som genereres under hærdning (polymerisering) af monomererne i råmaterialet samt fillerpartiklerne, primært uorganiske, som forstærker materialet. For at få optimalt forstærkende virkning af fillerpartiklerne skal disse bindes til polymermatrixen. Dette opnås gennem at overfladebehandle fillerpartiklerne, ofte med funktionelle silaner (fx methacryloxypropyltrimethoxysilan) i en proces, som kaldes silanisering. Dette muliggør en kemisk reaktion mellem fillerpartiklerne og den organiske matrix, som stabiliserer og danner et materiale, der fremstår som en enhed.
Polymermatrixen
Polymermatrixen dannes under hærdning af monomermatrixen. Sidstnævnte består af monomerer, de såkaldte byggesten i materialet, samt tilsætningsstofferne initiator og katalysator eller aktivator. Monomererne er væsker af forskellig viskositet og molekylvægt. Traditionelt er de vigtigste monomerer Bowens monomer (1) (Bis-GMA) og trietylenglykol-dimetakrylat (TEGDMA) (Figur 1A og B). Begge monomerer er såkaldte dimetakrylater, dvs. at de indeholder to reaktive grupper. Under polymerisation af dimetakrylater vil kædedannelsen ske via begge metakrylatgrupper. Dette medfører en stor grad af krydsbinding, så man opnår et tredimensionalt og stabilt polymernetværk. TEGDMA er en såkaldt fortyndermonomer, som tilsættes den meget viskøse Bis-GMA monomer for at tillade et øget fillerindhold og dermed større styrke og mindre polymerisationskontraktion (omtales nærmere i afsnittet «Fyldstof»). Andre hyppigt anvendte monomerer er uretandimetakrylat og ethoxyleret BisGMA (Bis-EMA) (2).
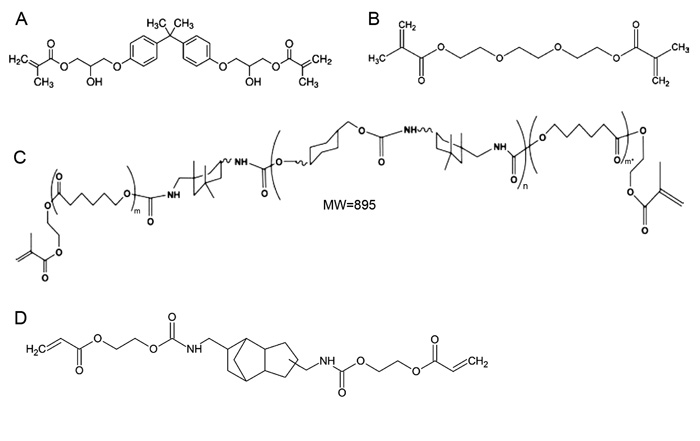
Figur 1. Strukturen på forskellige monomerer, som benyttes i kompositte fyldningsmaterialer: A) Bis-GMA, B) TEGDMA, C) modificeret uretan-dimetakrylat fra GC (3), D) TCD-di-HEA, et akrylat.
Løbende forskning har bl. a. resulteret i udvikling af modificerede uretandimetakrylater (fx Figur 1C), der finder anvendelse i enkelte kommercielt tilgængelige restaurerende kompositter (3). Vigtige momenter i udviklingen er store monomer-molekyler for at opnå reduceret polymerisationskontraktion samt en vis stivhed i strukturen på molekylært niveau, som vil opretholde materialeegenskaberne. Flere producenter har anvendt varianter af monomerer med såkaldt TCD-kerne (Tri-Cyclo-Dekan-kerne, Figur 1D), som kan minde om Bis-GMA, dvs. en relativt stor monomer med en stiv kernestruktur (4). En tillægsgevinst med TCD-monomerer kan være, at man undgår brugen af kernestrukturen fra Bis-GMA og eventuelle diskussioner omkring mulig bisfenol-A-forurening eller lækage.
Man forsøger endvidere at udvikle kompositter med adhæsive egenskaber. Ved at inkorporere sure monomerer som dem, der finder anvendelse i dentinbindingssystemer, fx glycerolfosfatdimetakrylat (GPDM) (5), håber man at opnå binding til emalje og dentin, såvel mekanisk som kemisk. Foreløbig anbefales sådanne materialer imidlertid kun som linere og til små kaviteter.
Trods fremkomsten af nye typer af monomerer må det konkluderes, at polymermatrixen i langt de fleste af nutidens kompositter stadig udgøres af højmolekylære dimetakrylater som især Bis-GMA, forskellige uretandimetakrylater, Bis-EMA og TEGDMA. Monomererne anvendes i forskellige kombinationer og blandingsforhold bl. a. afhængigt af den ønskede konsistens af kompositten, der varierer med det tiltænkte anvendelsesområde, indikationen og størrelsen på fyldningen.
Fyldstof
Fyldstoffets funktion er primært at forstærke det polymerbaserede materiale og at reducere polymerisationskontraktionen (6). Øget fillerindhold vil normalt give øget modstand mod frakturer (se værdier for bøjestyrke i Tabel 1) og bedre abrasionsresistens. Samtidig er det kun polymermatrixen, som kontraherer ved hærdning, hvorfor kontraktionen også reduceres, når fillerindholdet er højt. Fyldstofferne er sædvanligvis uorganiske partikler af forskellige metaloxider: amorft og krystallinsk silika, glas, zirkoniumoxid. Oxiderne er tilsat røntgenopake elementer (barium, strontium) for at sikre kontrast i materialet, hvis oxidet i sig selv ikke er røntgenopakt. Nogle materialer indeholder fillerpartikler af zirkoniumdioxid (zirkonia), som er røntgenopakt. Zirkonia er en krystallinsk keramik, som har meget gode mekaniske egenskaber.
Fysiske egenskaber | |||
|---|---|---|---|
Mikrohybrid |
Nanohybrid |
Flowable |
|
Bøjestyrke (MPa) |
125 |
125 |
110 |
Elasticitetsmodul (GPa) |
6,9 |
6,2 |
4,1 |
Fillerindhold (volumen-%) |
63,1 |
62,5 |
47,5 |
Til forskel fra den tidlige produktion af fyldstof ved fx knusning af glas til ønskede partikelstørrelser, benyttes i dag en række moderne teknikker for at kontrollere produktionen og resultatet, som kan være veldefinerede kugleformede partikler eller submikron- eller nanopartikler af varierende form. Dette gør, at man nu kan designe materialer med mere optimal fillersammensætning for at sikre både tilstrækkelig styrke og gode æstetiske egenskaber udtrykt ved bl. a. polerings- og abrasionsegenskaber. Fx benyttes pyrolyse (partikler dannet ved termisk reaktion af uorganiske salte og oxygen) og sol-gel-teknikker (partikler formet via opløsning og gelering). I dag anvendes fillerpartikler i størrelser fra nanometer-området (> 3 nm) og op til nogle mikrometer (maks. ca. 5 m). Ved ikke at bruge for store partikler kan man få øget polerbarhed og glans i den færdige fyldning (5), samtidig med at abrasion ikke vil medføre øget ruhed af materialets overflade sfa. ved bortslidning af fillerpartikler. Øget ruhed kan give retentionsmulighed for bakterier.
En del materialer benytter sig af præpolymeriserede fillerpartikler. Dette er i princippet færdighærdet komposit i partikelform, dvs. meget små enheder. Præpolymeriserede fillere dannes enten under produktionen (hærdningen) af partiklerne med specielle teknikker, som bl. a. kan generere sfæriske mikropartikler af komposit (fx Sphere TEC af Dentsply), eller efter produktion ved hjælp af forskellige knuseteknikker.
Initiatorsystemet
Der er primært to mekanismer, som anvendes til initiering af materialernes hærdning (polymerisation), såkaldt kemisk initiering og fotoinitiering. I kemisk hærdning starter polymeriseringen ved sammenblandingen af et tokomponentmateriale, idet initiator- og aktivatormolekylerne kommer i kontakt, og reaktionen starter. I fotoinitiering er det fotoner fra en strålingskilde (lys eller UV), som giver initiatoren den energi, som er nødvendig for spaltning og reaktionsstart. I dag er de fleste kompositter lyshærdende, men der findes også kemisk hærdende materialer på markedet samt såkaldte «dual-cure»-materialer, hvor begge mekanismer benyttes i ét materiale. Sidstnævnte type anvendes især i plastcementer for at sikre, at også områder, der kan være svære at bestråle tilstrækkeligt, hærder ordentligt.
I mange år har kompositmaterialerne hovedsagelig haft kamferkinon (CQ) som initiator. Denne forbindelse har absorptionsmaksimum (?max) ved 468 nm og spaltes ved den energi, som fås fra blåt lys, dvs. lys med bølgelængder i området 440 - 480 nm. Alle kompositmaterialer har derfor kunnet hærde ved belysning med samme hærdelampe. I de senere år har vi kunnet se en udvikling af initiatorsystemet ved, at der også benyttes andre initiatorer, eventuelt kombineret med CQ. Nogle af disse initiatorer er phenylpropandion (PPD), Lucirin TPO og Ivocerin (Ivoclar Vivadent) (7). Disse initiatorer kræver lys med andre bølgelængder for at kunne starte en reaktion, eftersom de har andre absorptionsmaksima (PPD: lmax = 393 nm, TPO: lmax = 385 nm, Ivocerin: lmax = 408 nm.
Specielle materialer
Formbare fyldningsmaterialer må principielt gennemgå en herdingsproces in situ for at fungere. Keramiker er uorganiske, ikke-metalliske materialer, traditionelt bestående af metaloxider og silikater med gode mekaniske egenskaber. Deres egenskaber opnås ved præparering (sintring) ved meget høj temperatur. Det kan derfor virke meningsløst, når enkelte producenter bruger udtryk som «formbar keramik», «nano-ceramic restorative» osv. i markedsføringen af noget, som faktisk er kompositter, men med keramiske fillerpartikler. Dette betyder dog ikke, at der ikke har været en teknologisk udvikling i samspillet mellem fyldstof og polymermatrix.
Ormocer er et begreb, som er sammensat af «organically modified ceramic» (organisk modificeret keramik). Denne betegnelse betyder, at der findes en kemisk binding mellem uorganisk matrix, primært silikat/siliciumoxid, og organiske matrixmolekyler. Dette er ikke ulig bindingen mellem fillerpartikler og koblingsforbindelsen i traditionelle kompositter. Det første Ormocer-materiale (Admira fra Voco, 1999) indeholdt dog også traditionelle monomerer udover Ormocer-teknologien, således at lækage af metakrylater stadig var en risiko. Producenten hævder, at der i det nye materiale Admira fusion benyttes klassiske monomerer, men kun modificerede partikler og en matrix baseret på siliciumoxid. Dette muliggør et mere biokompatibelt materiale, hvor lækage af ureageret monomer vil være elimineret. Materialet kan benyttes med konventionelle adhæsiver. Dette betyder, at den organiske modificering må kunne reagere med metakrylat i adhæsivet, og at den derfor også vil være af en lignende kemisk struktur.
Fiberforstærkning findes nu i kommercielt tilgængelige materialer (fx everX Posterior, GC). Glasfiberforstærkning er det almindeligst anvendte, eftersom disse fibre giver god æstetik og ikke misfarver materialet. Korte fibre imprægneres med resin, og en overfladebehandling af fibrene med en silan er nødvendig for god binding mellem faserne. Dette er ikke ulig koblingen mellem traditionelle fillerpartikler og resin. Enkelte studier viser, at fiberforstærkning kan give bedre modstand mod dynamisk udmatning (gentagne belastninger som fx simuleret tygning) end partikelforstærket komposit (8). Eftersom fibrene vil stå op fra overfladen som små hår efter hærdning, er det nødvendig med et dækkende lag af traditionel komposit. Fiberforstærket materiale benyttes derfor primært til dentinerstatning i restaurerende behandling af større kaviteter.
Silorane-materialer blev introduceret i 2007 (Filtek Silorane, 3M ESPE) og indebar en helt ny kemi i restaurerende materialer. Teknologien benyttede en ringåbningsreaktion mellem epoxy-modificerede siloksanstrukturer. I dag findes materialet ikke længere på markedet. Det er uklart, om produktets begrænsede succes skyldes materialets kliniske egenskaber eller det faktum, at der skal benyttes et særligt adhæsiv til materialet. Det medfører behov for flere materialer på tandlægeklinikken, hvilket måske ikke fungerer så godt i praksis. Ved markedsføringen af silorankompositter blev der især lagt vægt på, at materialet havde lavere polymerisationskontraktion end typisk dimetakrylatbaserede kompositter, formentlig takket være åbning af monomerens oxiranring under polymeriseringen; men materialet havde desværre ikke lavere polymerisationsspænding eller bedre kanttilslutning. Komposit baseret på siloraner har vist sig at have mekaniske egenskaber der svarer til traditionelle kompositter (9).
Materialetyper
Kompositter findes i mange udgaver med varierende sammensætning og anvendelsesformål, og det kan derfor være hensigtsmæssigt at inddele materialerne i typer. Efter én metode inddeles de kompositte fyldningsmaterialer i tre typer alt efter konsistens: universelle, flowable og packable materialer.
Universelle fyldningsmaterialer
Universelle fyldningsmaterialer kan appliceres enten vha. en sprøjte eller et håndinstrument, og de varierer en del i konsistens afhængigt af deres sammensætning. Takket være udviklingen inden for fyldstofferne kan man nu fremstille fyldningsmaterialer, der på én gang har tilstrækkelig lav polymerisationskontraktion dvs. ned til 2 volumen- % (10 - 12) og er tilstrækkeligt stærke til at kunne anvendes i store kaviteter i kindtandsområdet og samtidig kan pudses til stor glathed, der bevares over længere tid, således som det kræves af fortandsfyldninger.
Flowable materialer
Flowable materialer er beregnet til at appliceres gennem gracile sprøjter i små eller svært tilgængelige kaviteter med henblik på optimering af disse materialers adaptering til kavitetsvæggene. Den forbedrede adaptering opnås gennem en bedre flydeevne, dvs. lavere viskositet. Den lavere viskositet opnås til gengæld enten ved en reduktion af fillerindholdet eller ved at tilsætte overflademodificerende stoffer, der øger flydeevnen, således at der ikke kræves en så stor reduktion af fillerindholdet, hvilket ville medføre dårligere mekaniske egenskaber og øget polymerisationskontraktion (10).
Packable materialer
Packable materialer er skabt til at yde modstand mod et kondenseringsinstrument og til at være formstabile og ikke flyde ud for dermed at lette dannelsen af tætte approksimale kontaktpunkter. Disse materialer opnår deres tykkere konsistens gennem et indhold af andre typer fyldstof, med variationer i mængde, størrelse og form (11).
En anden måde at inddele kompositter på er efter størrelsen/størrelsessammensætningen af materialets fillerpartikler, fx mikrofiller og makrofiller. De første kompositter indeholdt fillerpartikler med størrelser på 10 - 100 m. Disse «makrofilkompositter» var stærke, men de var til gengæld svære at pudse glatte, og glatheden forsvandt relativt hurtigt. Med det formål at forbedre polérbarheden udviklede man siden materialer med stadigt mindre fillerpartikler: midfil (10 - 1 m), minifil (1 - 0,1 m), mikrofil (0,1 - 0,01 m), nanofil (0,1 - 0,005 m). Fillers med størrelse under 0,1 m (100 nm) kan pr. definition kaldes nanofillere. Såkaldte «mikrofilkompositter» burde derfor retteligen også kaldes for «nanofilkompositter», men på daværende tidspunkt var begrebet «nano» endnu ikke blevet et trendbegreb. «Mikrofilkompositterne» havde lavt fillerindhold, hvilket dog kunne øges ved inkorporering af partikler af højfyldt, præpolymeriseret komposit. «Mikrofilkompositterne» havde god polérbarhed og æstetik, men lav styrke, og man søgte derfor efter et kompromis: hybridmaterialer med større variation i fillerstørrelse, både små og større partikler i samme materiale. «Mikrohybridkomposit» (middelpartikelstørrelse 0,4 - 1,0 m) anses for at være et universelt komposit, der med en favorabel balance mellem styrke og polérbarhed kan anvendes til såvel fortands- som kindtandsfyldninger. Der er et vist overlap mellem de forskellige typer komposit, og det kan være svært at skelne klart mellem dem. Ofte giver et kommercielt produkt en kort/enkel beskrivelse af det fyldstof, som er benyttet, i tilknytning til produktnavnet, fx nano-hybrid, mikrofiller o. l. , men det kan være vanskeligt at få detaljeret information om fyldstoffet. Nogle producenter opgiver en oversigt over sammensætning og størrelse i produktdatablad, brugsanvisning eller teknisk information.
Bulk-fill kompositter
Som bekendt har lyspolymeriserende, kompositte fyldningsmaterialer begrænset polymerisationsdybde. Dette betyder, at kaviteter normalt skal fyldes og hærdes i lag af maksimalt 2 mm, hvilket kan være tidskrævende i store, dybe kaviteter. Med henblik på at opnå en tidsbesparelse har man udviklet såkaldte bulk-fill kompositter, som af fabrikanterne angives at have en polymerisationsdybde på 4 - 5 mm. Bulk-fill kompositternes sammensætning ligner meget de konventionelle kompositters sammensætning (12). Monomerblandingen består således hyppigst af uretandimetakrylat, ofte kombineret med ethoxyleret BisEMA. Disse relativt lavviskøse, men stadig højmolekylære monomerer benyttes for at mindske plastets viskositet samt opnå mindre kontraktion. Mange bulk-fill kompositter har dog også et vist indhold af TEGDMA og BisGMA. Derudover har fabrikanterne tilsat stoffer, som skal optimere polymerisationen og øge polymerisationsdybden. Udover de initiatorer, som benyttes i langt de fleste konventionelle plastmaterialer (CQ, PPD og Lucirin TPO), indeholder bulk-fill kompositterne enten en polymerisationsmodulerende komponent eller en såkaldt initiator booster (16). Disse tjener til enten at modificere polymerisationsprocessen, og derved reducere spændingsudviklingen, eller til at opnå større polymerisationsdybde. Bulk-fill kompositterne adskiller sig også en smule fra de konventionelle kompositte plast, hvad angår fillerindholdet. For at kunne opnå en øget polymerisationsdybde og en acceptabel omdannelsesgrad er det nødvendigt at gøre kompositten mere translucent. Dette gøres ved at mindske mængden af filler og/eller ved at øge størrelsen af fillerpartiklerne. Herved mindskes mængden af lys, der «går tabt» i plastet, og polymerisationsdybden øges. Materialernes større transparens kan imidlertid resultere i en mørk fyldning, idet mørk underliggende dentin kan skinne igennem.
På basis af fillerindholdet kan bulk-fill kompositter inddeles i to hovedtyper: lavviskøse (flowable) og højviskøse (universal). De lavviskøse bulk-fill kompositter har et lavere fillerindhold og bliver noget mere flydende, og deres konsistens ligner de flowable kompositters konsistens. Det mindskede fillerindhold nedsætter imidlertid de lavviskøse bulk-fill kompositters styrke og øger polymerisationskontraktionen (Figur 2), hvorfor disse skal dækkes af et okklusalt lag af konventionel komposit. De højviskøse bulk-fill kompositter har derimod et højere fillerindhold og dermed en viskositet, som ligner de konventionelle kompositters viskositet. Dette gør, at okklusal overdækning ikke er nødvendig.
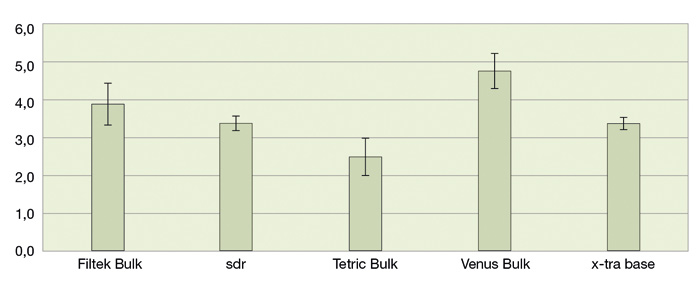
Figur 2. Polymerisationskontraktion (volumenprocent) målt efter ISO 17304 ved NIOM. Alle materialer undtagen Tetric EvoCeram Bulk Fill er såkaldte flowables og skal dækkes med et toplag.
Hærdning
En så god hærdning som muligt er afgørende for et polymerbaseret materiales egenskaber. En god hærdning indebærer, at så mange som muligt af de reaktive grupper i monomermatrixen er polymeriseret til polymernetværket, det vil sige en høj omsætningsgrad. En længere hærdetid vil give en højere omsætningsgrad (17) (Figur 3), og tilstrækkelig lang hærdning er derfor nødvendig for et godt resultat. Et gennemhærdet materiale vil have forbedrede mekaniske egenskaber i forhold til et dårligt hærdet materiale. Undersøgelse af et materiales hærdning foretages bedst i laboratoriet, og man kan der benytte sig af flere teknikker. Man vil ikke kunne afgøre, om et materiale er godt hærdet under overfladen ved at skrabe eller mærke på materialets overflade. Bl. a. derfor har man påpeget vigtigheden af at erkende, at der er forskel på overfladeegenskaber og materialeegenskaber som helhed, dvs. i bulk. Ud over reducerede mekaniske egenskaber kan dårlig hærdning også medføre øget mængde af restmonomer (ureageret monomer), som potentielt kan sive ud af materialet. En undersøgelse viser sammenhængen mellem reduceret hærdedybde og øget restmonomerindhold ved brug af kortere hærdetider (Tabel 2) (18). Klinisk vil et dårligt hærdet materiale ikke blot kunne medføre materialesvigt ved tyggebelastning og potentiel smerte hos patienten, men også føre til reduceret adhæsion og dermed til dårlig retention af fyldningen og alt i alt til nedsat holdbarhed.
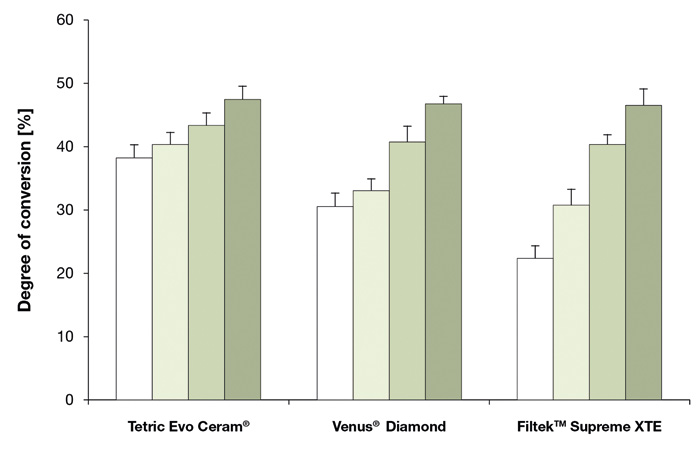
Figur 3. Omsætningsgraden af forskellige kompositter øges med længere hærdetid, fra (17). For kort hærdetid kan give lav omsætning.
Hærdetider |
|||||||
|---|---|---|---|---|---|---|---|
LED 1 |
LED 2 |
LED 3 |
Halogen |
||||
5 sek |
20 sek |
5 sek |
20 sek |
10 sek |
20 sek |
20 sek |
|
Hærdedybde (mm) |
2,28 a,* |
2,99* |
1,90 b,* |
2,66* |
2,37* |
2,58* |
2,75 |
Restmonomer, total vægt-% |
14,6 a,* |
12,5* |
17,6 b,* |
13,7 |
16,0 c,* |
14,4* |
13,6 |
De fleste producenter af kompositter anbefaler en belysningstid på 20 sekunder, såfremt man bruger hærdelamper med minimum ca. 500 mW/cm2, og 10 sekunder, hvis man bruger en hærdelampe med minimum ca. 1000 mW/cm2. Begge metoder tilfører samme mængde energi (10 J/cm2) til kompositten. På den anden side hævdes det fra enkelte lampeproducenter, at belysning med deres højintensitetslampe vil kunne hærde kompositmaterialer i løbet af meget kort tid (1 - 3 sekunder). Forfatterne ønsker ikke at anbefale så korte hærdetider: Hærdeprocessen er en kemisk reaktion, som slet og ret tager lidt tid! (19) Anbefalinger angående hærdning blev udarbejdet på et symposium om lyshærdning holdt ved Dalhousie University i Canada og refereres kort her (20).
Det er vigtigt at kende sin egen hærdelampes muligheder og begrænsninger. Parametre som irradians (mW/cm2), strålingstoppe eller bølgelængdeområder (kun blåt lys eller blåt + violet/UV), lysledertippens areal, samt jævnhed i stråleintensitet er afgørende for hærdeproceduren (Figur 4). Det anbefales ikke at bruge for stærke hærdelamper eller for korte hærdetider. Her, som så mange andre steder, gælder den gyldne middelvej: Det bedste er hverken for meget eller for lidt. Det er også vigtigt jævnlig at kontrollere hærdelampen for at sikre, at den gode funktion er opretholdt. Kontrol mod et radiometer kan være aktuelt; men det er da vigtigt, at den samme lampe kontrolleres med samme radiometer hele tiden, eftersom der vil være variationer mellem forskellige radiometre.
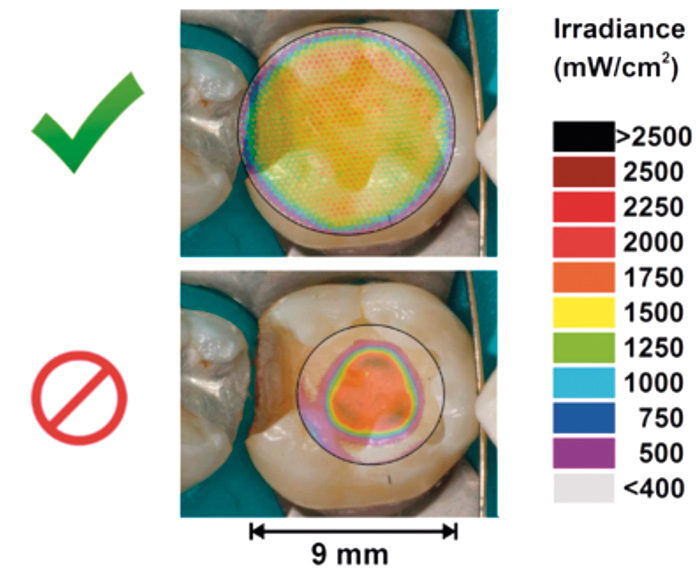
Figur 4. Ved valg af hærdelampe bør man sikre sig tilstrækkeligt areal på lyset fra lysledertippen, samt at lyset har en jævn (uniform) intensitet over hele arealet. Dette sikrer ensartet hærdning over hele området som vist i øverste billede. Nederst: Illustration af et lille areal med ujævn lysintensitet som vil give ujævn hærdning (fra R. Price).
Lysintensiteten fra en hærdelampe vil aftage med kvadratet på afstanden fra lampens tip (Figur 5) (21). Dette betyder, at hvis fyldningen er vanskeligt tilgængelig, så afstanden bliver stor mellem komposittens overflade og lampen, må man kompensere med længere hærdetid. Vi anbefaler altid at benytte egnede beskyttelsesbriller eller -skjold. Dette vil både sikre god kontrol af proceduren og skærme øjnene mod skadelige stråler fra det blå lys. Der gøres også opmærksom på, at forskellige farver af kompositten samt materialer fra forskellige producenter kan kræve forskellige hærdetider. Det anbefales derfor at lese komposittens brugsanvisning og følge anbefalingerne fra producenten.
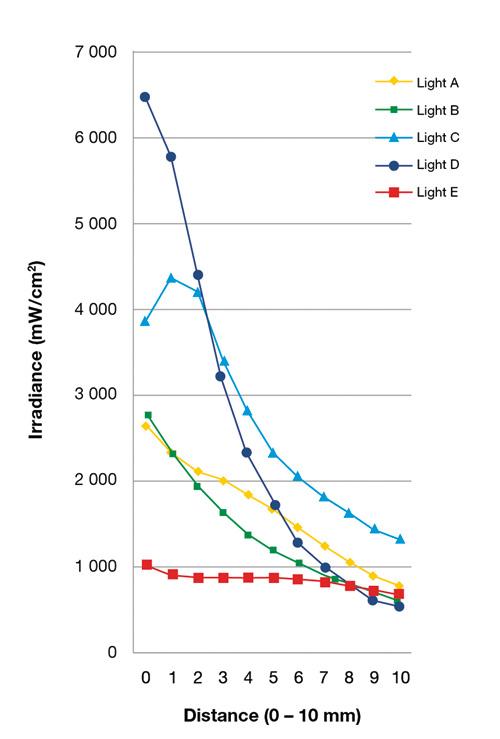
Figur 5. Reduceret irradians med øget afstand: Irradiansen (intensiteten) af hærdelyset aftager med kvadratet af afstanden fra lysledertippen, fra (21).
Lækage
Hærdning af polymerbaserede fyldningsmaterialer er aldrig fuldstændig, ligegyldigt hvor længe man belyser. Der vil derfor være mulighed for lækage af ubundet monomer fra materialet til mundhulen. Flere studier har undersøgt lækage under forskellige betingelser, hvor hærdeprocessen, udløsningsmedium og tid er faktorer, som påvirker resultatet. Et nylig publiceret studie (22) undersøgte omsætning og udsiving af monomerer i alkohol over seks uger for konventionelt, flowable, og bulk-flowable komposit. Omsætningen var nogenlunde ens for alle materialerne, men blev signifikant lavere på undersiden af et 4 mm højt prøvelegeme, når bulk-fill teknik blev benyttet sammenlignet med sædvanlig lagvis teknik. Endvidere viste det sig, at den totale mængde udsivet monomer efter seks uger var størst for bulk-fill materialet (1,16 mol) og mindst for konventionelt komposit lagt lagvis (0,51 mol). I en anden undersøgelse blev der fundet større mængder restmonomer i materialerne, når de blev hærdet i kortere tid end i lægre tid. (Tabel 2) (18). En meta-analyse af lækagestudier viser, at metodikken og resultaterne er meget varierende (23). Mere standardiserede metoder vil sikkert være en fordel for fremtidige evalueringer; men det kan dog opsummeres, at en lav omsætning giver større lækage.
Mekaniske egenskaber
Kompositmaterialernes mekaniske egenskaber afhænger især af fillerindholdet, således at de materialer, der har det højeste fillerindhold, er stærkest, stivest og sejest (5). Dette fremgår også af Tabel 1, der viser bøjestyrke og elasticitetsmodul for tre typer komposit. Mens der ikke er de store forskelle mellem mikrohybrid- og nanohybridkomposit, har flowable kompositter ringere mekaniske egenskaber, hvilket i høj grad forklares af et lavere fillervolumen (5,24).
Kompositter har omtrent samme styrke og sejhed som porcelæn og amalgam og bedre mekaniske egenskaber end glasionomercement. Sammenlignet med amalgam har kompositter generelt et lavere elasticitetsmodul. Denne mindre stivhed medfører øget tendens til deformering på okklusalflader under stor belastning med risiko for dannelse af defekter eller øget slid pga. mere udbredte kontaktområder.
Det skønnes, at de bedste af nutidens kompositter har tilstrækkelige mekaniske egenskaber til at kunne anvendes i alle områder af mundhulen. Dog viser kliniske undersøgelser, at slid og fraktur af plastfyldninger stadig er en risiko i store kaviteter og i kaviteter, hvor kompositten anvendes til opbygning af cuspides (25) og/eller anvendes i stærkt belastede kaviteter som fx hos patienter, der lider af bruksisme.
Fremtiden
Det er vanskeligt at spå om fremtiden; men man kan ane visse tendenser i udviklingen af dentale materialer. Der arbejdes med antibakterielle og bioaktive materialer, såkaldte «smart materials», for stadig at forbedre materialernes funktion og levetid. Samtidig arbejdes der med selv-adhærerende, flydende kompositter, som indeholder typiske adhæsivmonomerer (5).
De to vigtigste grunde til omlavning af kompositfyldninger er sekundær caries og fraktur af restaureringen (26). Det forekommer derfor velmotiveret, at der til stadighed arbejdes på at forbedre kompositternes mekaniske egenskaber samt at sænke polymerisationskontraktion og -spænding.
Ligeledes er kompositter kommet i anvendelse ved CAD/CAM, 3-D eller andre digitale teknikker inden for indirekte restaurering. Disse teknikker samt brug af andre materialetyper kan forbedre materialernes omsætning og egenskaber, men kan også give dårligere funktion og biokompatibilitet, hvis teknikken og materialet ikke optimaliseres. Selv om det er sandsynligt, at moderne teknologi vil vinde indpas ved større og komplicerede behandlinger fremover, så vil den direkte terapi med egnede fyldningsmaterialer til in situ-hærdning fortsat være den dominerende teknik i restaurerende tandbehandling.
English summary
Kopperud, HBM, Peutzfeldt A.
Composite restorative materials - basic properties
848-856
In this article we are looking at the development of composite restorative materials. We discuss the composition of the resin matrix, and describe the introduction of some new monomers. We also comment on the development of fillers. Some materials are discussed in more detail. Bulk-fill materials do not seem to be essentially different to traditional composites with regards to the composition.
Curing of the materials is important to achieve optimal properties. We give tips and advice on which factors that affect the curing, and explain some of the effects caused by insufficient curing. A sufficiently long curing time, without using a curing device with very high irradiance, seems to be the best choice.
The material properties are briefly discussed with reference to the curing and the composition of the materials. Leakage of monomers from the materials is discussed, while possible biological effects of leakage are the subject of another article in this series. Mechanical properties are briefly reviewed.
In summary, there seems to be an ongoing, although sometimes slow, process of development of the composite restoratives since their introduction in the 1960's. Throughout time, the focus of the developing work has changed, for instance on new monomers for improved handling properties and low shrinkage, new fillers, both types and sizes, for better mechanical properties and improved polishability, alternative materials and compositions for better biocompatibility. The trends of today seem to be on the development of self-adhesive composites and composites with bio-active effects.
laboratorieleder, dr. scient. , NIOM - Nordisk Institut for Odontologiske Materialer as, Oslo, Norge
seniorforsker, dr. odont. ph. d. , Afdeling for forebyggende og restaurerende tandpleje samt pædodonti, Berns Universitet, Schweiz
Først publisert i Tandlægebladet 2016; 120; No 11
Litteratur
Bowen RL. Dental filling material comprising vinylsilane treated fused silica and a binder consisting of the reaction product of bis phenol and glycidyalcrylate. United States Patent. 1962: 3066112.
Peutzfeldt A. Resin composites in dentistry: the monomer systems. Eur J Oral Sci. 1997; 105: 97 - 116.
GC AMERICA. Kalore - Technichal Manual. Alsip: GC America, 2012; 4. (Set 2016 september). Tilgængelig fra: URL: http://www. gcamerica. com/products/operatory/Kalore/KALORE_Technical_Manual. pdf
Ilie N, Hickel R. Resin composite restorative materials. Australian Dental Journal 2011; 56: 59 - 66.
Ferracane JL. Resin composite - state of the art. Dent Mater. 2011; 27: 29 - 38.
Shah PK, Stansbury JW. Role of filler and functional group conversion in the evolution of properties in polymeric dental restoratives. Dent Mater. 2014; 30: 586 - 93.
Moszner N. State of the art: Photopolymerization in dentistry. In: Ivoclar Vivadent Report. Liechtenstein: Ivoclar Vivadent AG, 2013; 19.
Bijelic-Donova J, Garoushi S, Vallittu PK et al. Mechanical properties, fracture resistance, and fatigue limits of short fiber reinforced dental composite resin. J Prosthet Dent. 2016; 115: 95 - 102.
Ilie N Hicket R, Watts DC. Spatial and cure-time distribution of dynamic-mechanical properties of a dimethacrylate nano-composite. Dent Mater. 2009; 25: 411 - 8.
Benetti AR, Havndrup-Pedersen C, Honoré D et al. Bulk-fill resin composites: polymerization contraction, depth of cure, and gap formation. Oper Dent. 2015; 40: 190 - 200.
Kim RJ, Kim YJ, Choi NS et al. Polymerization shrinkage, modulus, and shrinkage stress related to tooth-restoration interfacial debonding in bulk-fill composites. J Dent. 2015; 43: 430 - 9.
Zorzin J, Maier E, Harre S et al. Bulk-fill resin composites: polymerization properies and extended light curing. Dent Mater. 2015; 31: 293 - 301.
Bayne SC, Thompson JY, Swift EJ, Jr. et al. A characterization of first-generation flowable composites. J Am Dent Assoc. 1998; 129: 567 - 77.
Choi KK, Ferracane JL, Hilton TJ et al. Properties of packable dental composites. J Esthetic Dent. 2000; 12: 216 - 26.
Alshali RZ, Salim NA, Sung R et al. Qualitative and quantitative characterization of monomers of uncured bulk-fill and conventional resin-composites using liquid chromatography/mass spectrometry. Dent Mater. 2015; 31: 711 - 20.
Moszner N, Fischer UK, Ganster B et al. Benzoyl germanium derivatives as novel visible light photoinitiators for dental materials. Dent Mater. 2008; 24: 901 - 7.
Durner J, Obermaier J, Draenert M et al. Correlation of the degree of conversion with the amount of elutable substances in nano-hybrid dental composites. Dent Mater. 2012; 28: 1146 - 53.
Kopperud HM, Johnsen GF, Lamolle S et al. Effect of short LED lamp exposure on wear resistance, residual monomer and degree of conversion for Filtek Z250 and Tetric EvoCeram composites. Dent Mater. 2013; 29: 824 - 34.
Odian G. Principles of polymerization. 3rd ed. USA: Wiley, 1991.
Roulet JF, Price R. Light curing - guidelines for practitioners - a consensus statement from the 2014 symposium on light curing in dentistry held at Dalhousie University, Halifax, Canada. J Adhesive Dent. 2014; 16: 303 - 4.
Strassler HE, Price RB. Understanding light curing, Part I. Delivering predictable and successful restorations. Dentistry today. 2014; 33: 114, 116, 118 passim; quiz 21.
Pongprueksa P, De Munck J, Duca RC et al. Monomer elution in relation to degree of conversion for different types of composite. J Dent. 2015; 43: 1448 - 55.
Van Landuyt KL, Nawrot T, Geebelen B et al. How much do resin-based dental materials release? A meta-analytical approach. Dent Mater. 2011; 27: 723 - 47.
Ilie N, Rencz A, Hickel R. Investigations towards nano-hybrid resin-based composites. Clin Oral Invest. 2013; 17: 185 - 93.
Krämer N, Reinelt C, Richter G et al. Nanohybrid vs. fine hybrid composite in Class II cavities: clinical results and margin analysis after four years. Dent Mater. 2009; 25: 750 - 9.
Sarrett DC. Clinical challenges and the relevance of materials testing for posterior composite restorations. Dent Mater. 2005; 21: 9 - 20.
Korrespondance: Hilde Beate Molvig Kopperud, NIOM, Sognsveien 70A, 0855 Oslo, Norge. E-post: hilde. kopperud@niom. no
Artikkelen har gjennomgått ekstern faglig vurdering.
Kopperud, HBM, Peutzfeldt A. Kompositte materialer - basale egenskaber. Nor Tannlegeforen Tid. 2016; 126: 848-56.